What Moisture Actually Costs You
Moisture reduces the net calorific value (NCV) of biomass in two ways: first, water takes up mass that would otherwise be combustible material; second, the heat of vaporisation of the water must come from the combustion reaction itself, consuming fuel energy to evaporate water rather than generating useful heat.
For wood, the relationship follows the formula: NCV (MJ/kg, as-received) ≈ 18.5 × (1 – M) – 2.45 × M, where M is the moisture fraction. The practical consequence is stark — and it explains why biomass plant operators who run undried feedstock are often puzzled by fuel consumption figures that don't match their heat demand calculations.
Net calorific value vs. moisture content for wood biomass (as-received basis)
| Moisture Content | NCV (MJ/kg) | Relative to dried (10%) | Typical Material | EN ISO 17225 Class |
|---|---|---|---|---|
| 60% | 5.5 MJ/kg | 35% | Fresh wood after rain | Not tradeable |
| 50% | 8.0 MJ/kg | 51% | Freshly felled hardwood | Not tradeable |
| 35% | 10.5 MJ/kg | 67% | Air-dried chips (outdoor storage 6 months) | Wood chips class M35 (EN ISO 17225-4) |
| 20% | 13.2 MJ/kg | 84% | Dryer-processed chips for direct combustion | Wood chips class M20 (EN ISO 17225-4) |
| 10% | 15.7 MJ/kg | 100% (reference) | Pellet mill input / premium chips | Wood pellet A1/A2 (EN ISO 17225-2) |
| 8% | 16.0 MJ/kg | 102% | EN ISO 17225-2 Class A1 pellets | Wood pellet A1 max spec (EN ISO 17225-2) |
Dryer Selection by Biomass Type: What Actually Works
There is no universal biomass dryer. The right choice depends on particle size, required throughput, available heat source, and the physical properties of your specific feedstock. Here's the selection logic in plain terms:
| Dryer Type | Best Biomass Fit | Particle Size Range | Inlet Moisture Limit | Specific Energy Use | Key Advantage |
|---|---|---|---|---|---|
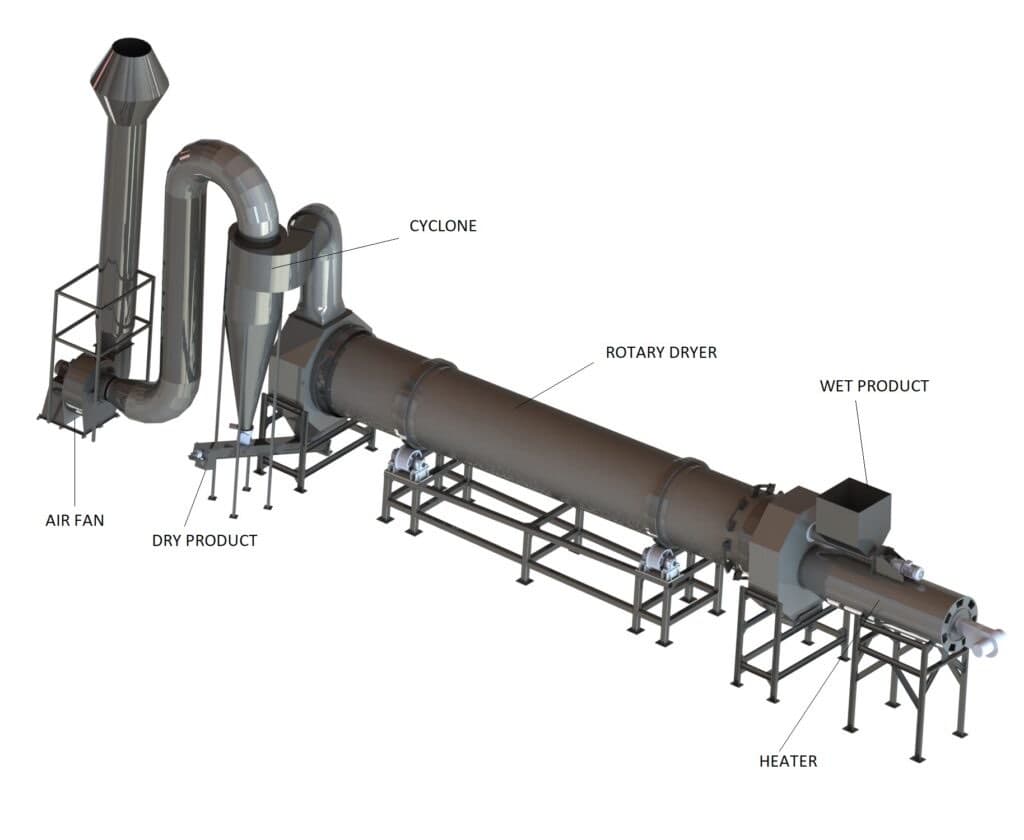
| Direct-fired rotary | Wood chips, bark, agricultural residues, mixed biomass | 5–80 mm | Up to 65% | 800–950 kWh/t water | Handles variable feed, robust, lowest capex for large throughput |
| Flash dryer (pneumatic) | Sawdust, wood flour, fine agricultural residues | <5 mm | Up to 50% (2-stage above 50%) | 750–880 kWh/t water | Fast drying (1–5 sec), compact footprint, ideal for pellet mill feed prep |
| Belt dryer (continuous flow) | Heat-sensitive biomass, fragile pellets, sewage sludge, digestate | Any (1–200 mm) | Up to 85% | 900–1,100 kWh/t water | Low drying temperature (60–120°C) — uses low-grade waste heat; gentle handling |
| Drum dryer (indirect-fired) | Fine biomass where direct contact with combustion gas is undesirable | <30 mm | Up to 55% | 950–1,100 kWh/t water | No contamination of product with combustion gas — required for food-grade biomass or biochar |
The Heat Integration Opportunity Most Biomass Plants Miss
A biomass plant without heat integration is burning fuel twice: once to generate electricity or heat, and again to dry the next batch of incoming fuel. This is almost never the lowest-cost operating configuration — but it's surprisingly common because the dryer and the boiler are often specified by different people at different project stages.
The standard integrated design for a biomass energy plant with on-site drying looks like this:
**Biomass combustion/gasification → flue gas at 300–500°C → HRSG** (generates process steam at 6–10 bar) → **pre-cooled exhaust at 160–200°C → direct-fired rotary dryer** (with supplemental burner if required) → **exhaust at 90–110°C → bag filter → stack**
In this configuration, the flue gas provides two useful energy outputs simultaneously: steam from the HRSG and thermal drying energy from the exhaust. The HRSG capital cost (typically €180,000–400,000 depending on duty) is recovered in 18–30 months from the reduction in supplemental fuel for drying.
A well-integrated biomass plant of this type achieves 75–85% overall energy efficiency (heat and drying output versus fuel input), compared to 55–65% for a plant without integration.
If your biomass plant currently operates a dryer running on a dedicated gas burner while also exhausting boiler flue gas at above 200°C to atmosphere — the economics of integration almost certainly work. Send us your plant layout and flue gas data, and we'll quantify it.