Le défi
Une installation de traitement de minéraux dans le département de Suceava, au nord de la Roumanie, extrait de la potasse (K₂SO₄) d'un gisement local. Le problème était l'humidité à la sortie de la mine : selon la saison et la profondeur d'extraction, la potasse arrive à 14–22 % d'humidité. Le processus de granulation nécessite du matériau à 0,3 % maximum.
Le système de séchage existant — un tambour rotatif vieux de 20 ans — ne pouvait plus maintenir une humidité de sortie constante lorsque les exigences de débit augmentaient. L'humidité de sortie dérivait à 0,8–1,2 % lors des quarts de pointe.
La solution
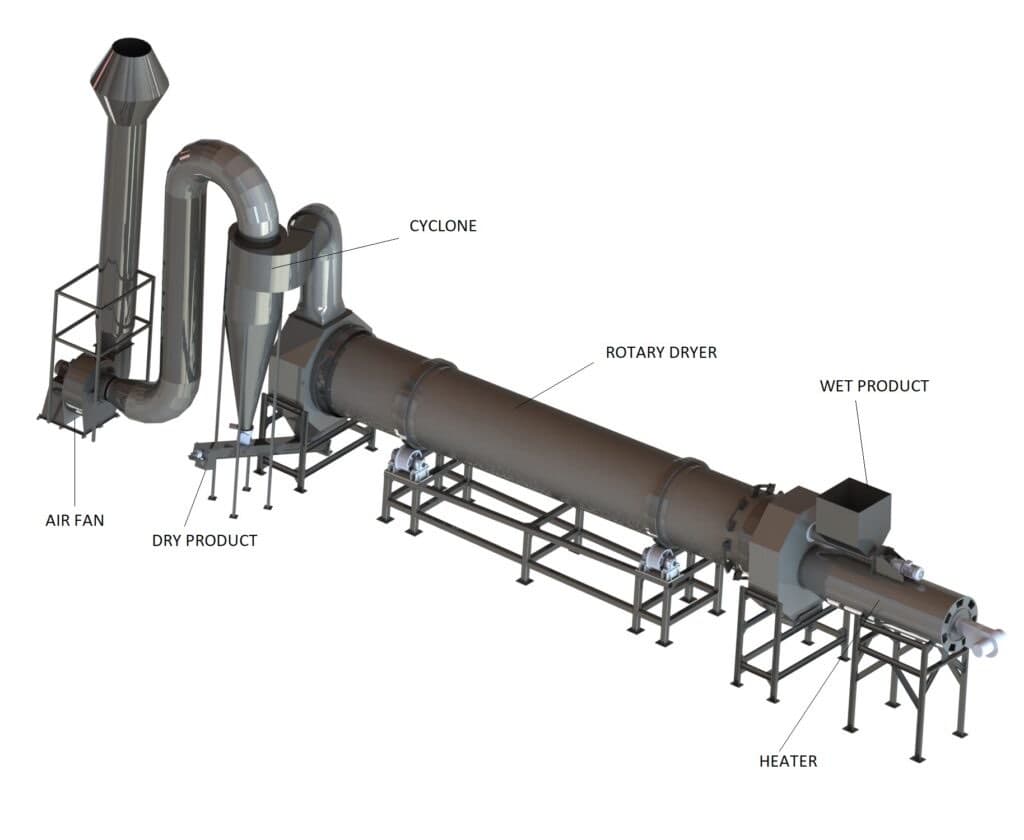
Lozzar Process a spécifié et livré un système de séchage complet dimensionné pour 35 t/h à l'humidité d'entrée maximale de 22%. Périmètre complet :
— Sécheur rotatif à feu direct : 2,8 m de diamètre intérieur × 22 m de longueur avec revêtement anti-usure en zone d'entrée
— Chambre de combustion gaz naturel : 4,2 MW thermiques, brûleur modulant avec contrôle trim O₂
— Cyclone pré-séparateur haute efficacité : récupère la fraction grossière du produit avant le filtre
— Filtre à manches jet pulsé : 3 200 m² de surface filtrante, émission garantie <20 mg/Nm³
— Pupitre de commande automate avec connexion SCADA à distance
Mise en service et résultats
La mise en service à chaud a démarré un lundi matin. À la fin du premier jour, le système fonctionnait à 34,8 t/h — 99,4 % de la capacité nominale. Le deuxième jour, avec une humidité d'alimentation délibérément variée entre 15 % et 20 %, l'humidité de sortie s'est maintenue à 0,28–0,35 %, constamment dans les spécifications. Le client a signé la réception de performance le troisième jour.
C'est le troisième projet de sécheur rotatif de Lozzar Process pour le secteur minier et des minéraux en Roumanie.