Provocarea
O instalație de procesare a mineralelor din județul Suceava, nordul României, extrage potasiu (K₂SO₄) dintr-un zăcământ local. Problema era umiditatea la ieșirea din mină: în funcție de anotimp și adâncimea de extracție, potasiul ajunge cu 14–22% umiditate. Procesul de granulare necesită material la maximum 0,3% umiditate.
Sistemul de uscare existent al clientului — un tambur rotativ vechi de 20 de ani — nu mai putea menține o umiditate constantă la ieșire pe măsură ce cerințele de debit creșteau. Umiditatea la ieșire deriva la 0,8–1,2% în schimburile de vârf, cauzând întreruperi de proces.
Soluția
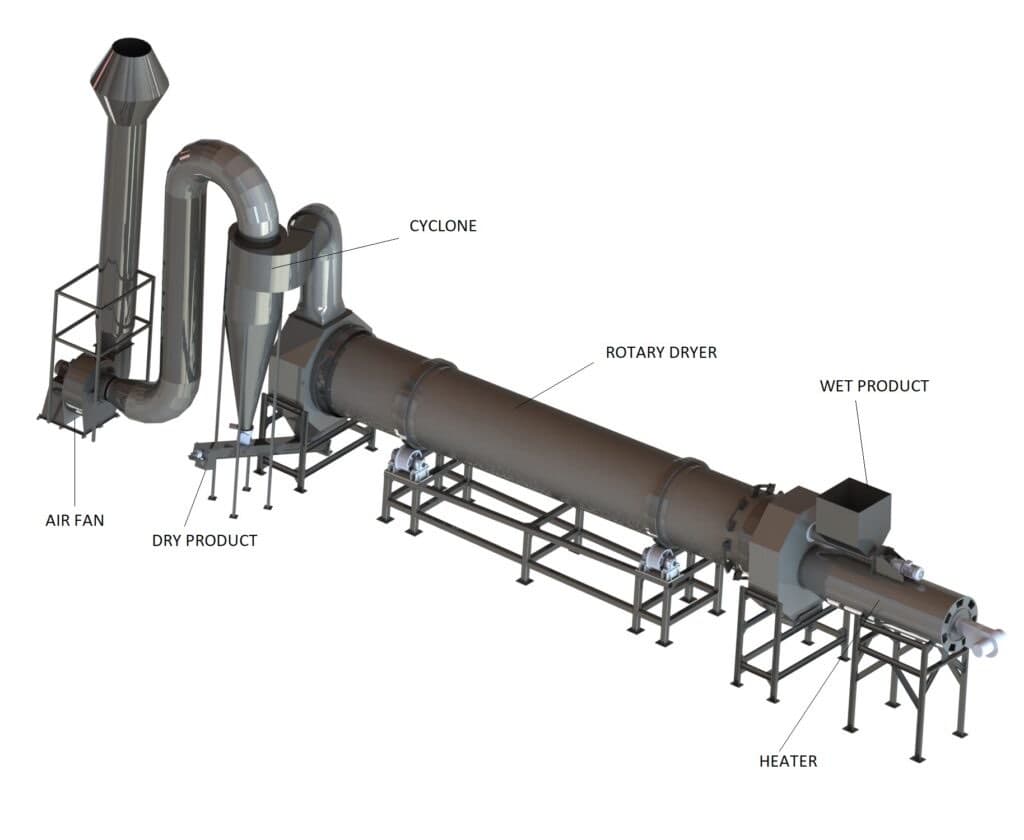
Lozzar Process a specificat și livrat un sistem complet de uscare dimensionat pentru 35 t/h la umiditatea maximă la intrare de 22%. Scopul complet:
— Uscător rotativ cu ardere directă: diametru interior 2,8 m × lungime 22 m cu căptușeală rezistentă la abraziune în zona de intrare
— Cameră de ardere gaz natural: 4,2 MW termic, arzător cu modulare și control reglare O₂
— Ciclon preseparator de înaltă eficiență: recuperează fracțiunea grosieră înaintea filtrului cu saci
— Filtru cu saci jet puls: 3.200 m² suprafață de filtrare, emisie garantată <20 mg/Nm³
— Panou de comandă PLC cu conectivitate SCADA de la distanță
Punerea în funcțiune și rezultate
Punerea în funcțiune la cald a început într-o dimineață de luni. La sfârșitul primei zile, sistemul funcționa la 34,8 t/h — 99,4% din capacitatea nominală. În ziua a doua, cu umiditatea de alimentare variată intenționat între 15% și 20%, umiditatea la ieșire s-a menținut la 0,28–0,35%, constant în specificație. Clientul a semnat acceptanța de performanță în ziua a treia.
Acesta este al treilea proiect de uscător rotativ al Lozzar Process pentru sectorul minier și al mineralelor din România.