Die Herausforderung
Eine Mineralverarbeitungsanlage in Suceava, Nordrumänien, fördert Kali (K₂SO₄) aus einer lokalen Lagerstätte. Das Problem war die Feuchte bei der Minenproduktion: Je nach Jahreszeit und Abbautiefe gelangt das Kali mit 14–22 % Feuchte an. Der Granulierungsprozess erfordert Material mit maximal 0,3 % Feuchte.
Die bestehende Trocknungsanlage des Kunden — ein 20 Jahre alter Drehrohrofen — konnte bei gesteigerter Durchsatzanforderung keine konsistente Feuchteausbeute mehr halten. Die Austrittsfeuchte stieg in Spitzenschichten auf 0,8–1,2 % und verursachte Prozessunterbrechungen.
Die Lösung
Lozzar Process spezifizierte und lieferte ein komplettes Trocknungssystem für 35 t/h bei maximaler Eingangsfeuchte von 22%. Der vollständige Liefer- und Leistungsumfang:
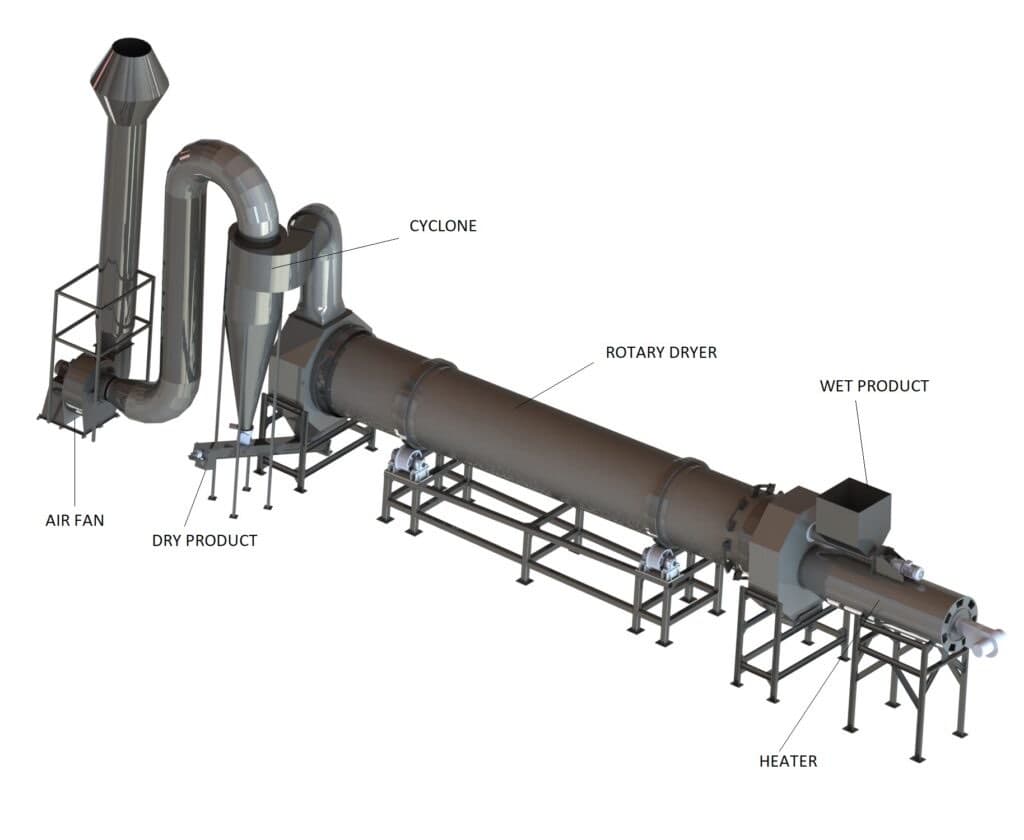
— Direktbefeuerter Drehrohrofen: 2,8 m Innendurchmesser × 22 m Länge mit verschleißfestem Innenfutter im Eingangsbereich
— Erdgas-Brennkammer: 4,2 MW Thermisch, modulierender Brenner mit O₂-Trim-Steuerung
— Hochleistungs-Zyklon-Vorabscheider: Rückgewinnung der Grobkornfraktion vor dem Schlauchfilter
— Jetpuls-Schlauchfilter: 3.200 m² Filterfläche, garantierter Auslass <20 mg/Nm³
— SPS-Steuerpanel mit SCADA-Fernanbindung
Inbetriebnahme und Ergebnisse
Die Heißinbetriebnahme begann an einem Montagmorgen. Am Ende des ersten Tages lief das System mit 34,8 t/h — 99,4 % der Nennkapazität. Am zweiten Tag, mit gezielt variierter Eingangsfeuchte zwischen 15 % und 20 %, hielt die Austrittsfeuchte bei 0,28–0,35 %, konstant innerhalb der Spezifikation. Der Kunde unterzeichnete die Leistungsabnahme am dritten Tag.
Dies ist das dritte Drehrohrofenprojekt von Lozzar Process für den Bergbau- und Mineralsektor in Rumänien.